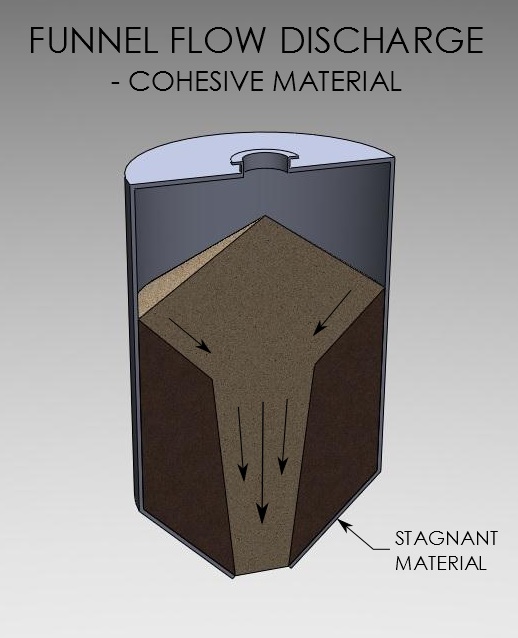
These problems routinely occur in silos discharging in a funnel flow pattern, in which some material moves while the rest remains stationary. Funnel flow occurs when the sloping hopper walls of a silo are not steep enough and sufficiently low in friction for material to flow along them. Particles slide on themselves rather than the hopper walls.
Funnel flow:
- Ratholing, if material is cohesive
- Caking and material spoilage
- Flooding of fine powders
- First-in, last-out flow sequence
- Sifting segregation effects worsened
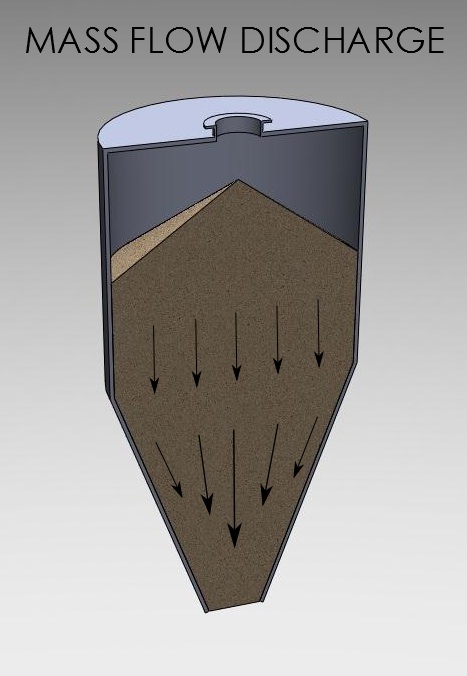
The alternative silo discharge pattern is called mass flow, where upon withdrawal of any material, all of the material in the silo moves. Ratholing and stagnant material zones are not possible in mass flow hoppers.
Mass flow:
- No ratholing
- Uniform flow
- No stagnant material
- First-in, first-out flow sequence
- Sifting segregation effects reduced
In mass flow, the hopper outlet must be sized to both prevent the formation of an arch and to allow the required discharge rate. See below for a video demonstration of funnel and mass flow patterns.
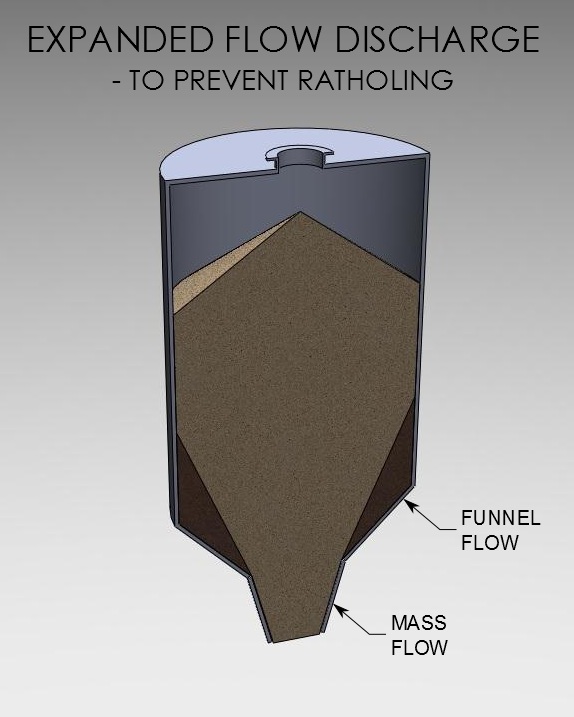
Expanded flow can develop when a mass flow hopper is placed beneath a funnel flow hopper. The mass flow hopper is designed to activate a large enough flow channel in the funnel flow hopper to overcome ratholing. This flow pattern can be effective for large diameter silos, as well as for gravity reclaim stockpiles.











 Webinar: Feeder Selection: Critical Factors That Impact Process Performance
Webinar: Feeder Selection: Critical Factors That Impact Process Performance

